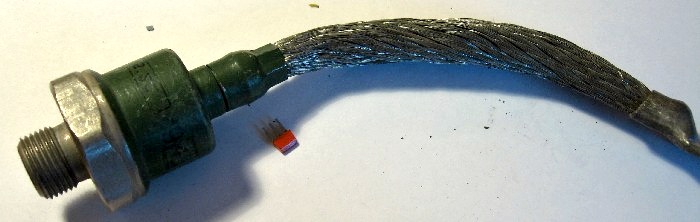
Силовой диффузионный диод, номинальный ток 200 Ампер (среднее значение), номинальное напряжение (для моего экземпляра) 200 В, среднее значение напряжения в открытом состоянии 0,55 Вольт.
 Это первые советские вентили, производимые по диффузионной технологии.
Начало производства - 1966 год (Таллинский электротехнический завод).
Это первые советские вентили, производимые по диффузионной технологии.
Начало производства - 1966 год (Таллинский электротехнический завод).
Поначалу их выпускал и Запорожский электроаппаратный завод. Но основное производство было сосредоточено на саранском Электровыпрямителе.
Вентили ВКД могут работать при воздушном естественном и принудительном охлаждении, при этом для вентиля ВКД-200 среднее значение выпрямленного тока будет иметь следующие величины:
- при естественном охлаждении - 50 А
- при воздушном принудительном охлаждении 5 м/сек - 150 А
- при воздушном принудительном охлаждении 15 м/сек - 200 А
Вентили одного класса и одной группы допускают
последовательное и параллельное соединение.
Для параллельного соединения следует применять вентили с минимальным разбросом
по прямому падению напряжения. Суммарную величину выпрямленного тока
необходимо снижать на 10% при разбросе 0,02 В и на 20% при разбросе 0,04 В.
В настоящее время при необходимости замены, завод рекомендует применять Д161-200Х-2.
![]()
В литературе я нашёл два разных варианта конструкции этих вентилей
Рабочим элементом является кристалл кремния 1 с р- и n-слоями и p-n-переходом
между ними. Слой р создается в исходном монокристалле кремния n-проводимости (представляющем
собой диск диаметром от 10 до 20—25 мм и толщиной 0,35—0,4 мм) введением
акцепторных примесей (алюминия и бора) путем диффузии на глубину, примерно
равную 0,1—0,15 мм. Так как кристалл кремния столь небольшой толщины
механически непрочен, то во избежание деформаций и трещин при колебаниях
рабочей температуры к кристаллическому диску (до его присоединения к медным теплоотводам)
припаиваются оловянистыми припоями снизу и сверху пластинки 3 из никелированного вольфрама или
молибдена, коэффициент расширения которых близок к коэффициенту
расширения кремния. Эти пластины называют термокомпенсирующими.
Через нижнюю термокомпенсирующую пластину вентильный элемент припаивается к
медному основанию корпуса 5, чем обеспечивается высокая тепло- и
электропроводность. Медное основание выполняет одновременно функции внешнего вывода от
катода 2, а анодным выводом служит медный жгут
4, припаиваемый к глухой верхней стенке втулки, изолируемой от
стального корпуса изолятором 6 из молибденового стекла
(изолятор припаивается к металлу). |
1 - основание вентиля (головка болта); 2 - фторопластовое уплотнительное кольцо; 3 - кремниевый выпрямляющий элемент (p-n-переход); 4 - гибкий вывод; 5 - крышка корпуса; 6 - изолирующее стеклянное кольцо; 7 - внутренний стальной стакан; 8 - наружный стакан; 9 - гибкий катодный вывод; 10 - анодная шпилька |
Прямая ветвь вольт-амперной характеристики диода
|
Зависимость пробивного напряжения от температуры
|
Зависимость допустимой мощности потерь от скорости
охлаждающего воздуха при различных температурах перегрева
|
Допустимая тепловая нагрузка
при воздушном охлаждении и разных скоростях охлаждающего воздуха
|
Зависимость постоянной времени p-n перехода от энергии импульса
|
Зависимость внешнего термического сопротивления от скорости охлаждающего воздуха
|
![]()
Статья
о технологии производства вентилей ВКД. А если вкратце, то:
После соответствующей подготовки кремниевого диска n-типа (шлифовка, очистка,
травление) на его поверхность наносится 2%-ый раствор борной кислоты.
Затем диск устанавливают в кассету, которая помещается в вакуумную печь,
где диффузионный процесс протекает под вакуумом в течение 10—20 ч
при температуре 1300°С. В результате происходит диффузия бора в кремниевый диск
на глубину 30—50 мк, чем создается высоколегированная зона дырочной проводимости.
Изменением температуры и длительности диффузионного процесса можно достаточно
хорошо регулировать глубину высоколегированной зоны p.
После остывания диск с одной стороны шлифуют для удаления с поверхности слоя р.
Затем следует цикл травлений, трехкратной никелировки и отжига кремниевого диска
при различных каждый раз технологических условиях. Для травления применяется
плавиковая кислота и кипящий щелочной раствор. Промывка производится
в горячей деионизированной воде. Для сушки используется термостат.
Выжигание никеля ведется при первом цикле на воздухе, затем в вакууме
(10-3 мм рт. ст.) каждый раз при различном температурном режиме
(1240, 800, 220°С).
Цель процесса никелирования — восстановление структуры кремния после нагрева
при диффузии, создание высоколегированного n-слоя на нижней поверхности диска
за счет проникновения содержащегося в никеле фосфора, подготовка поверхностей
к спаиванию припоем с другими элементами перехода.
Сборка p-n перехода состоит в соединении кремниевого диска с вольфрамовыми
путем пайки оловянистыми припоями под бескислотным флюсом. После пайки
по боковой поверхности перехода снимается фаска. Так же как и при сплавном методе
получения p-n перехода, все его наружные поверхности покрываются
защитным эпоксидным лаком. Готовый p-n переход в обоих случаях поступает на стенд
для проверки его вольт-амперной характеристики.
![]()
Источники:
1. И.С. Ефремов, Н.А. Загайнов,
И.К. Никольский, В.М. Чирвинский. Термическое
сопротивление силовых кремниевых вентилей.
- "Электричество", № 2, 1965.
2. Быков Евгений Ильич. Силовые кремниевые
выпрямители. М.-Л., "Энергия", 1966 (Б-ка электромонтера. Вып.210).
3. О.А. Кузнецов, Я.И. Стиоп. Полупроводниковые выпрямители. - М.-Л.,
изд-во "Энергия", 1966.
4. Бирзниек Л. Полупроводниковые преобразователи. Пер. с латыш.
М., "Энергия", 1967 (Б-ка электромонтера. вып.227).
5. Лила А. Доневска, Росица Й. Дойчинова. Полупроводникови прибори.
Учебник за техникумите по електротехника, специалност "електронна техника",
профил "полупроводникова техника". Издателство "Техника", София, 1970.
![]()